Sayısal kontrol
Sayısal kontrol (İngilizce: Numerical control, NC) veya tam ismi ile bilgisayarlı sayısal kontrol (İngilizce: Computer numerical control, CNC), işleme takımlarının (matkaplar, delme takımları, torna tezgahları gibi) ve 3B yazıcıların bir bilgisayar aracılığıyla otomatik olarak kontrol edilerek şekil verilecek iş parçasının üzerinde operasyonda bulunan talaşlı imalat işlemi. Bir CNC makinesi, kodlar ile programlanmış talimatı takip ederek manuel bir operatöre ihtiyaç duymadan, spesifikasyonları karşılamak için belli bir malzeme bazındaki iş parçasını (metal, plastik, ahşap, seramik, veya kompozit gibi) istenilen şekile gelene kadar, manuelden daha hassas bir şekilde işler.

Bir CNC makinesi, programlanmış talimatlarına göre bir bilgisayar tarafından kontrol edilen, birden çok motora sahip ve hassas manevra kabiliyetine sahip bir platformdur. Programlanmış talimatlar, G-kodu ve M-kodu gibi makine kontrol kodlarının sıralı bir programı biçiminde, bir CNC makinesine yazılıp gönderilir ve ardından işlem başlatılır. Talimatlar, bir kişi tarafından veya çoğunlukla bilgisayar destekli grafik-tasarım (CAD) yazılımı ile yazılabilir. Yine G-kodlarını kullanan 3B yazıcılar söz konusu iken, talimatlar oluşturulmadan önce yazdırılacak obje "dilimlenir".
CNC'nin, manuel olarak (el çarkları veya kollar gibi cihazları kullanarak) veya önceden üretilmiş model kılavuzları (kamlar) tarafından mekanik olarak kontrol edilmesi bilgisayarlı olmayan diğer makinelere göre büyük bir gelişmedir. Modern CNC sistemlerinde, mekanik bir objenin tasarımı ve üretimi son derece otomatiktir. Objenin mekanik boyutları CAD yazılımı kullanılarak tanımlanır ve ardından bilgisayar destekli üretim (CAM) yazılımı ile üretim direktiflerine çevrilir. Ortaya çıkan direktifler ("son işlemci" yazılımı tarafından) belirli bir makinenin bileşeni üretmesi için gerekli olan belirli komutlara dönüştürülür ve ardından CNC makinesine yüklenir. Herhangi bir bileşen, çok sayıda farklı aletin—matkaplar, testereler, v.b.—kullanımını gerektirebileceğinden, modern makineler genellikle birden çok aleti tek bir "hücre" içinde birleştirir. Diğer kurulumlarda ise bileşeni makineden makineye hareket ettiren harici bir kontrolör, insan veya robotik operatörler ile bir dizi farklı makine kullanılır. Her iki durumda da, herhangi bir objeyi üretmek için gereken adımlar dizisi tamamıyla otomatiktir ve orijinal CAD ile yakından eşleşen objeler üretir.
- Ayarlama, ölçü, kontrolü, manuel hareket, v.b. gibi zaman harcayan işlemler olmadığından çok seridir.
- Hassas işlem yapar.
- Kalifiyeli insan gerek duymaz.
- Çalışma temposu her zaman yüksek ve aynıdır.
- Her türlü sarfiyat minimuma indirilmiştir.
- Operatörden kaynaklanacak kişisel hatalar minimuma indirilmiştir.
- Detaylı bir imalat planı gerektirir.
- Pahalı bir yatırım gerektirir.
- Saat başına harcadığı enerji yüksektir.
- Titiz kullanım ve bakım ister.
- Yüksek kesme hızlarına dayanabilecek, kaliteli kesicilerin kullanılması gerekir.
- Peryodik bakımları uzman ve yetkili kişice, düzenli olarak yapılmalıdır.
Geçmiş
İlk NC makineleri fikri, II. Dünya Savaşı'nın sonlarına doğru Pasifik Cephesi'ndeki Birleşik Devletler Hava Kuvvetleri'ne bağlı savaş uçaklarının parçalarını hızlı imal etmek amacıyla, dönemin ABD Hükûmetinin yazılı emri ile ortaya çıkmış; Hükûmetin görevlendirdiği Parsons Corporation ve Massachusetts Instute of Tecnnology kurumlarının bilimcileri ve mühendislerinin ortak AR-GE çalışması başlatması sonucu ilk NC makineleri üretilmiştir. Savaşın bitişi ile ihtiyaç duyulmayan NC makineleri, artık seri üretim için bir ümit olarak görüldü ve 1952'de ilk, fabrika için kullanılacak olan NC makinesi Cincinnatti-Hydrotel üretilerek alanındaki ilk başarıya imza attı.
Parsons Corp. ve Sikorsky'nin çalışmaları
NC'nin doğuşu genellikle Traverse City, Michigan'deki Parsons Corp.'ta çalışan John T. Parsons ve Frank L. Stulen'e atfedilir.[4] İkili bu katkılarından dolayı 1985 yılında "Sayısal Kontrollü Makinelerde Otomobil ve Uçak Üretiminde Devrim Yaratma" alanında Ulusal Teknoloji Madalyası ile ödüllendirildiler.
1942'de, Ford Trimotor uçaklarının eski yapım başkanı Bill Stout, Parsons'a helikopterlerin NC üretimi için "bir sonraki büyük düşünce" olacağı söylendi. Olası işleri araştırmak için Sikorsky Aircraft'ı aradı ve kısa süre sonra rotor kanatlarında ahşap kirişler inşa etmek için bir sözleşme yaptı. O zamanlar, rotor kanatları (döner kanatlar), daha sonra aerodinamik şekli sağlamak için üzerlerine kirişler (veya daha doğru bir şekilde nervürler) yerleştirilmiş uzun bir çelik borudan oluşan, sabit kanatlarla yapılıyordu. Rotorlar için kirişler, Sikorsky tarafından sağlanan ve ana hatları tanımlayan bir dizi 17 nokta olarak Parsons'a gönderilen bir tasarımdan inşa edildi. Parsons, daha sonra bir anahat oluşturmak için noktaları bir Fransız eğrisiyle 'doldurmak' zorunda kaldı. Dış hattın şeklini oluşturmak için tahta bir aparat yapıldı ve kirişi oluşturan tahta parçaların uygun eğriyi yakalaması için aparatın içine doğru basınç uygulanırılarak yerleştirildi. Daha sonra güç sağlamak için bu ana hattın içine bir dizi eleman birleştirildi.[5]
Kullanılmayan bir mobilya fabrikasında deneme NC üretimine başladıktan ve üretime hız verdikten sonra, kanatlardan biri arızalandı ve kirişte bir problem olduğuna işaret verdi En azından problemin bir kısmı, kordon üzerindeki bir metal bileziğin metal dirseğe nokta kaynağından kaynaklanıyor gibi görünüyordu. Collar, inşaat sırasında kirişin içine yerleştirildi, sonra direğin üzerine kaydırıldı ve uygun konumda kaynaklandı. Parsons, daha önce bir uçak tasarımı üzerinde hiç denenmemiş, yapıştırıcı kullanarak kirişleri doğrudan direğe tutturmak için yeni bir yöntem önerdi.[5]
Massachusetts Instute of Tecnnology'nin çalışmaları
MIT'in bilimcileri, çeşitli el çarkları girişlerine dişliler taktı ve bunları makinenin üç ekseninin (X, Y ve Z) her biri için bir tane olmak üzere, motorlara bağlı makaralı zincirlerle sürdü. İlgili kontrolör, birlikte neredeyse bağlı oldukları değirmen kadar büyük olan beş buzdolabı boyutunda dolaptan oluşuyordu. Kabinlerden üçü motor kontrolörlerini her motor için bir kontrolör, diğer ikisi dijital okuma sistemini içeriyordu.[6]
Parsons Corporation'ın orijinal delikli kart tasarımından farklı olarak MIT, giriş için standart yedi yollu delikli bant kullanıyordu. Yollardan üçü makinenin farklı eksenlerini kontrol etmek için kullanılırken diğer dördü çeşitli kontrol bilgilerini kodladı.[6] Teyp, her eksen için iki adet olmak üzere, altı röle tabanlı donanım yazılımınıda barındıran bir kabinde okundu. Her okuma işleminde, önceden okunan nokta "başlangıç noktası" kaydına ve yeni okunan nokta "bitiş noktası" kaydına kopyalandı.[6] Bant sürekli olarak okundu ve kayıtlardaki sayı, dört delik açtıktan sonra "durdur" talimatı ile karşılaşılıncaya kadar kontrol izlerinde karşılaşılan her delikle birlikte arttı.
CNC makinelerinin örnekleri
| CNC makinesi | Açıklama | Görsel |
|---|---|---|
| Freze | İş milini, çeşitli konumlara ve derinliklere taşımak için belirli sayılardan ve harflerden oluşan programları çalıştırır. Birçoğu G kodunu ile yazılır. İşlevler şunları içerir: Yüzey frezeleme, kenar frezeleme, kılavuz çekme, delme ve hatta bazıları tornalama görevi dahi yapar. Günümüzdeki CNC frezeler, 3 ila 6 eksene sahip olabilir. Çoğu CNC freze kesici takımın, üzerine veya içine yerleştirilmesini gerektirir ve en az şekillendirilecek obje kadar büyük olmalıdır, ancak çok daha küçük olan yeni 3 eksenli makineler de üretilmiştir.[7] | |
| Torna | İşlenecek obje eksen etrafında dönerken, bir yere sabit bir kesici ile objeden talaş kaldıran makine. Genellikle değiştirilebilir aletler ve matkaplar kullanarak hızlı ve hassas kesimler yapar. Manuel torna tezgahlarında yapılması mümkün olmayan parçaları yapmak için tasarlanmış karmaşık programlar için etkilidir. CNC frezelere benzer kontrol özellikleri içeriri ve genellikle G-kodu ile yazılır. Minimum iki eksene (X ve Z) sahiptir, ancak daha yeni modellerin daha fazla ekseni bulunur ve şekillenmesi daha zor işlerin işlenmesine olanak tanır. |
Temel kullanımı
Sistem, minimum iki eksen (X ve Y) ve sabit veya hareketli iş milinden oluşmaktadır.[8] Hareketli platformun konumu, son derece hassas hareketler sağlamak için doğrudan tahrikli step veya servo motorları, veya daha eski tasarımlarda kullanılan bir dizi kademeli vites aracılığıyla sağlanır. Açık döngü kontrolü, kuvvetler yeterince küçük tutulduğu ve hızlar çok büyük olmadığı sürece çalışır. Ticari metal işleme makinelerinde talep edilen doğruluğu, hızı ve tekrarlanabilirliği sağlamak için kapalı döngü kontrolleri standartdır. Bir değişiklik genellikle operatörün güvenli çalışma ortamı ve çalışma alanından yeterince uzakta olmasını sağlamak için ek güvenlik kilitleri getirilerek, tüm mekanizma (bir güvenlik önlemi olarak) büyük bir kutu içine alındı. Günümüzde üretilen yeni CNC sistemlerinin birçoğu %100 elektronik olarak kontrol edilmektedir.
Konumlandırma kontrol sistemi
Sayısal kontrol sistemlerinde takımın konumu, 'part programı' adı verilen bir dizi talimatla tanımlanır. Konumlandırma kontrolü, bir açık döngü veya bir kapalı döngü sistemi aracılığıyla gerçekleştirilir. Açık döngü sisteminde, iletişim yalnızca tek bir yönde gerçekleşir: kontrolörden motora. Kapalı döngü sisteminde, yük veya sıcaklıktaki değişiklikler nedeniyle ortaya çıkabilecek konum, hız ve ivmedeki hataları düzeltebilmesi için kontrolöre geri bildirim sağlanır. Açık döngü sistemler genellikle daha ucuzdur ancak doğruluğu düşüktür. Step motorları her iki tip sistemde de kullanılabilirken, servo motorlar sadece kapalı sistemlerde kullanılabilir.
Kartezyen koordinatlar
G & M-kodlarının tümü, üç boyutlu bir kartezyen koordinat sistemine dayanmaktadır. Bu sistem, matematikte grafik çizerken sıklıkla görülen tipik bir düzlemdir; takım tezgahı yollarını ve belirli bir koordinatta gerçekleşmesi gereken diğer her türlü eylemi planlamak için gereklidir. Mutlak koordinatlar ise, genellikle makineler için daha yaygın olarak kullanılan ve düzlemdeki (0, 0, 0) noktasını temsil eder. Bu nokta, gerçek işlemeye başlamadan önce bir başlangıç noktası veya "ana konum" için stok malzemesinin üzerinde ayarlanır.
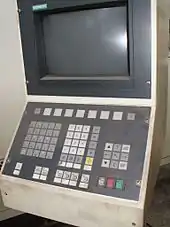
Kontrol paneli
Sayısal kontrolü makinelerin kontrol edildiği, birçok alfabetik ve sayısal tuştan ve bir ekrandan oluşan bir paneldir.[9] Sahip olduğu CRT ekrandan, operasyonun simülasyonu izlenebilir; tuşlardan ise manuel hareket, taret döndürme, eksen değişimi, mil açma/kapama ve çalıştırma/durdurma, soğutma sistemi açma/kapama, acil durdurma, devir sayısı arttırma/azaltma yapılabilir. Makine sanayide kullanılan kontrol paneli sistemleri kabaca şunlardır: Siemens, Fanuc, Heidenhain ve Mazatrol.[9]
Bazı ana-ekran tuşları
ALTER– İngilizce Alter "değiştir" sözcüğünden gelir, yazılı bulunan karakteri veya satırı yenisiyle değiştirirINSRT– İngilizce Insert "ekle" sözcüğünden gelir, satıra yazıldıktan sonra istenilen kod(ları) programa sokarDELET– İngilizce Delete "sil, çıkar" sözcüğünden gelir, program içerisinde yazılmış olan karakter(ler)i silerEOB– İngilizce End of Blok "Satırın sonu" sözcüğünden gelir, satıra yazılan koddan sonra alt satıra geçilmesini sağlar ve satırın bittiğini gösterirCAN– EDIT'te iken, yazılmakta olan ve kayıtlı olmayan karakterleri siler; REL'de iken U ve W eksenlerini sıfırlarPOS– İngilizce Position "pozisyon, konum" sözcüğünden gelir, X ve Z (var ise Y) eksenlerin bulunduğu noktanın konumunu gösterirPROGM– İngilizce Program "yazılım, program" sözcüğünden gelir, EDIT'te iken yazılan veya sabit diskteki programları gösterirINPUT– İngilizce Input "giriş" sözcüğünden gelir, bilgisayar sabit diskine veri girer
Bazı sistem ekranı tuşları
JOG– Makine üzerinde manuel hareket sağlarMDI– Elle veri girerEDIT– Yeni bir program yazar, veya mevcût programı düzeltirAUTO– Programı otomatik olarak çalıştırarak operasyona başlarREF– X ve Z eksenlerini, makinenin ana-referansına gönderirHANDLE– El çarkı apartı aracılığı ile X ve Z eksenlerini manuel hareket ettirir
G-kodları
G-kodları, kesici hareketleri veya delme işlevleri gibi makinenin belirli devinimlerini yönetmek için kullanılır. Bir G-kodunun yazı, G harfini izleyen iki ila üç rakamdır; örneğin G01
. G kodları, bir freze ve torna uygulaması arasında biraz farklılık gösterir, örneğin:
G00– Hızlı hareket ile konumlandırmaG01– Doğrusal enterpolasyon hareketiG02– Dairesel enterpolasyon hareketi (Saat yönünde)G03– Dairesel enterpolasyon hareketi (Saat yönü-tersi)G04– Bekleme (Freze)G10– Ayar ofsetleri (Freze)G12– Dairesel paket frezeleme (Saat yönünde)G13– Dairesel paket frezeleme (Saat yönü-tersi)
M-kodları
M-kodları, İngilizcedeki miscellaneous teriminin (anlamı "çeşitli") baş harfinden gelen; eksen hareketine komut vermeyen çeşitli, yardımcı makine komutlarıdır. Bir M-kodunun yazımı, M harfini izleyen iki ila üç rakamdır, örneğin:
M00– Programa ara vermeM01– Opsiyonel ara vermeM02– Program sonuM03– İş mili başlatma (Saat yönünde)M04– İş mili başlatma (Saat yönü-tersi)M05– İş mili durdurmaM06– Takım değişimiM07– Sisli soğutma sıvısı açmaM08– Taşkın soğutma sıvısı açmaM09– Soğutma sıvısı kapatmaM10– Chuck açıkM11– Chuck yakınM68– Hidrolik ayna kapalıM69– Hidrolik ayna açıkM78– Punta ilerliyorM79– Punta ters çevirme
Kaynakça
- "ADVANTAGES OF CNC OVER CONVENTIONAL". 30 Ağustos 2020. 22 Şubat 2017 tarihinde kaynağından arşivlendi. Erişim tarihi: 27 Temmuz 2016.
- "CNC Machining: Advantages and Disadvantages". 30 Ağustos 2020. 8 Ekim 2020 tarihinde kaynağından arşivlendi. Erişim tarihi: 30 Ağustos 2020.
- "What are the advantages and disadvantages of CNC machines?". 30 Ağustos 2020. 23 Mayıs 2020 tarihinde kaynağından arşivlendi. Erişim tarihi: 5 Mayıs 2020.
- The International Biographical Dictionary of Computer Pioneers refers to Parsons as "the father of computerized milling machines", and the Society of Manufacturing Engineers awarded him a citation for "conceptualization of numerical control marked the beginning of the second industrial revolution."
- "The Father of the Second Industrial Revolution", Manufacturing Engineering, 127 (2), August 2001, 16 Eylül 2018 tarihinde kaynağından arşivlendi, erişim tarihi: 2 Eylül 2020
- Pease, William (1952), "An automatic machine tool", Scientific American, 187 (3), ss. 101-115, doi:10.1038/scientificamerican0952-101, ISSN 0036-8733, 14 Mayıs 2016 tarihinde kaynağından arşivlendi, erişim tarihi: 30 Ağustos 2020.
- Grace-flood, Liam (10 Kasım 2017). "Goliath Represents a New Breed of CNC Machine". Wevolver (İngilizce). 12 Ağustos 2018 tarihinde kaynağından arşivlendi. Erişim tarihi: 20 Ocak 2018.
- Mike Lynch, "Key CNC Concept #1—The Fundamentals Of CNC", Modern Machine Shop, 4 January 1997 14 Ağustos 2020 tarihinde Wayback Machine sitesinde arşivlendi.. Accessed 11 February 2015
- "What is a CNC machine?" (PDF). 2 Eylül 2020. 31 Mart 2020 tarihinde kaynağından (PDF) arşivlendi. Erişim tarihi: 2 Eylül 2020.